
Page 168 - kỹ Thuật Sửa Chữa Xe Máy Năng Cao
P. 168
166 HÙNG LÊ
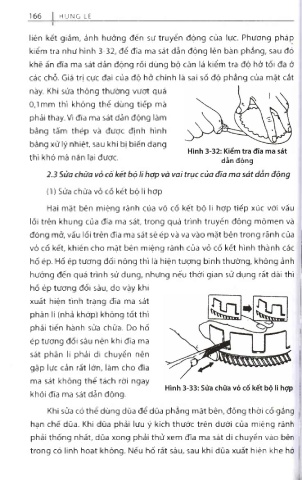
liên kết giảm, ảnh hưởng đến sự truyển động của lực. Phương pháp
kiểm tra như hình 3-32, để đĩa ma sát dẫn động lên bàn phẳng, sau đó
khẽ ấn đĩa ma sát dẫn động rổi dùng bộ căn lá kiểm tra độ hở tối đa ở
các chỗ. Giá trị cực đại của độ hở chính là sai số độ phẳng của mặt cắt
này. Khi sửa thông thường vượt quá
0,1 mm thì không thể dùng tiếp mà
phải thay. Vì đĩa ma sát dẫn động làm
bằng tấm thép và được định hình
bằng xử lý nhiệt, sau khi bị biến dạng
thì khó mà nắn lại được. dẫn động
2.3 Sửa chữa vỏ cố kết bộ li hợp và vai trục của đĩa ma sát dẫn động
(1) Sửa chữa vỏ cố kết bộ li hợp
Hai mặt bên miệng rãnh của vỏ cố kết bộ li hợp tiếp xúc với vấu
lổi trên khung của đĩa ma sát, trong quá trình truyền động mômen và
đóng mở, vấu lồi trên đĩa ma sát sẽ ép và va vào mặt bên trong rãnh của
vỏ cố kết, khiến cho mặt bên miệng rãnh của vỏ cố kết hình thành các
hố ép. Hố ép tương đối nông thì là hiện tượng bình thường, không ảnh
hưởng đến quá trình sử dụng, nhưng nếu thời gian sử dụng rất dài thì
hố ép tương đối sâu, do vậy khi
xuất hiện tình trạng đĩa ma sát
phân lí (nhả khớp) không tốt thì
phải tiến hành sửa chữa. Do hố
ép tương đối sâu nên khi đĩa ma
sát phân lí phải di chuyển nên
gặp lực cản rất lớn, làm cho đĩa
ma sát không thể tách rời ngay
khỏi đĩa ma sát dẫn động.
Khi sửa có thể dùng dũa để dũa phẳng mặt bên, đổng thời cố gắng
hạn chế dũa. Khi dũa phải lưu ý kích thước trên dưới của miệng rãnh
phải thống nhất, dũa xong phải thử xem đĩa ma sát di chuyển vào bên
trong có linh hoạt không. Nếu hố rất sâu, sau khi dCia xuất hiện khe hở