
Page 158 - kỹ Thuật Sửa Chữa Xe Máy Năng Cao
P. 158
156 HÙNG LÊ
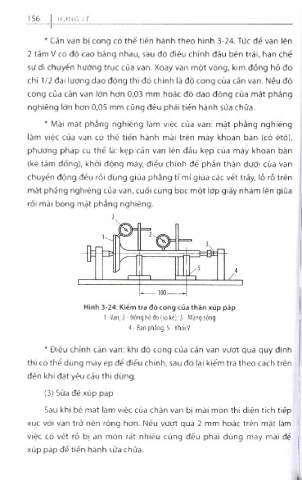
* Cẩn van bị cong có thể tiến hành theo hình 3-24. Tức để van lên
2 tấm V có độ cao bằng nhau, sau đó điểu chỉnh đẩu bên trái, hạn chế
sự di chuyển hướng trục của van. Xoay van một vòng, kim đổng hổ đo
chỉ 1/2 đại lượng dao động thì đó chính là độ cong của cẩn van. Nếu độ
cong của cẩn van lớn hơn 0,03 mm hoặc độ dao động của mặt phẳng
nghiêng lớn hơn 0,05 mm cũng đểu phải tiến hành sửa chữa.
* Mài mặt phẳng nghiêng làm việc của van: mặt phẳng nghiêng
làm việc của van có thể tiến hành mài trên máy khoan bàn (có êtô),
phương pháp cụ thể là: kẹp cần van lên đầu kẹp của máy khoan bàn
(kê tấm đổng), khởi động máy, điểu chỉnh để phẩn thân dưới của van
chuyển động đểu rồi dùng giũa phẳng tỉ mỉ giũa các vết trẩy, lỗ rỗ trên
mặt phảng nghiêng của van, cuối cùng bọc một lớp giấy nhám lên giũa
rồi mài bóng mặt phẳng nghiêng. *
Hình 3-24: Kiểm tra độ cong của thân xúp páp
1 - Van; 2 - Đóng hó đo (so kế); 3 - Măng sông
4-Bàn phẳng;5-KhốiV
* Điểu chỉnh cần van: khi độ cong của cẩn van vượt quá quy định
thì có thể dùng máy ép để điểu chỉnh, sau đó lại kiểm tra theo cách trên
đến khi đạt yêu cầu thì dừng.
(3) Sửa đế xúp páp
Sau khi bể mặt làm việc của chân van bị mài mòn thì diện tích tiếp
xúc với van trở nên rộng hơn. Nếu vượt quá 2 mm hoặc trên mặt làm
việc có vết rỗ bị ăn mòn rất nhiều cCing đều phải dùng máy mài đế
xúp páp để tiến hành sửa chữa.