
Page 155 - kỹ Thuật Sửa Chữa Xe Máy Năng Cao
P. 155
KỸ THUẬT SỬA CHỮA XE MAY NÂNG CAO I 153
- Sau khi lắp chốt khuỷu vào ống lót định vị thì cùng lắp vào vấu
chốt khuỷu của trục khuỷu, sau đó dùng một ngón tay ấn mặt cắt của
chốt khuỷu, còn tay kia di chuyển ống lót định vị, sao cho miệng vấu
chốt khuỷu tạo hình tam giác ngược.
- Chuyển động bánh lái của máy ép vít, để chốt khuỷu ép vào trong
lỗ, đến khi ngang với mặt cát.
- Lần lượt lắp tấm chống rung, thanh truyền của vòng bi có đũa dài
rói lại láp một tấm chống rung khác. Sau đó lắp vào bên trái trục khuỷu,
sao cho vấu chốt khuỷu thẳng với chốt khuỷu.
- Lắp một lò xo nén ở giữa 2 khuỷu, độ cao của lò xo có thể giữa cho
2 khuỷu luôn song song là được. Đồng thời, dùng bản tam giác (thước
vuông) điểu chỉnh độ tròn ngoài khuỷu trái và phải, sao cho 2 khuỷu
đều cùng nằm trên một đường trục, sau đó ấn bên trái vào chốt khuỷu
đến khi bằng là được.
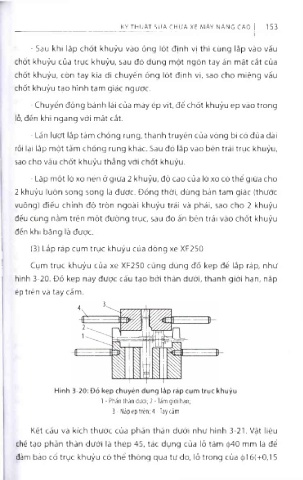
(3) Lắp ráp cụm trục khuỷu của dòng xe XF250
Cụm trục khuỷu của xe XF250 cũng dùng đổ kẹp để lắp ráp, như
hình 3-20. Đó kẹp này được cấu tạo bởi thân dưới, thanh giới hạn, nắp
ép trên và tay cắm.
Hình 3-20: Đồ kẹp chuyên dụng lắp ráp cụm trục khuỷu
1 - Phán thân dưới; 2 - Tấm giới hạn;
3-Náp ép trên; 4-Tay cám
Kết cấu và kích thước của phần thân dưới như hình 3-21. Vật liệu
chế tạo phần thân dưới là thép 45, tác dụng của lỗ tâm (Ị)40 mm là để
đảm bảo cổ trục khuỷu có thể thông qua tự do, lỗ trong của (ị)16(-t-0,15