
Page 148 - kỹ Thuật Sửa Chữa Xe Máy Năng Cao
P. 148
146 HÙNG LÉ
*Đ iều chỉnh độ biến dạng xoắn của thanh truyền cong: nếu giá trị
cong và biến dạng xoắn của thanh truyền vượt quá giá trị quy định thì
phải điểu chỉnh, có thể điểu chỉnh thanh truyền cong trên máy ép dầu,
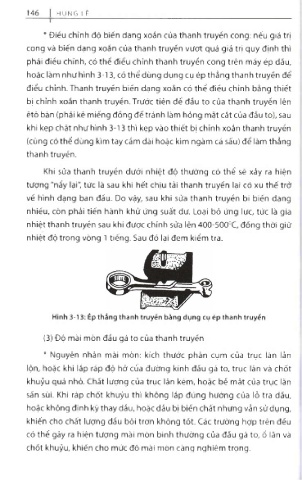
hoặc làm như hình 3-13, có thể dùng dụng cụ ép thẳng thanh truyền để
điểu chỉnh. Thanh truyền biến dạng xoắn có thể điều chỉnh bằng thiết
bị chỉnh xoắn thanh truyền. Trước tiên để đẩu to của thanh truyền lên
êtô bàn (phải kê miếng đổng để tránh làm hỏng mặt cắt của đẩu to), sau
khi kẹp chặt như hình 3-13 thì kẹp vào thiết bị chỉnh xoắn thanh truyền
(cũng có thể dùng kìm tay cẩm dài hoặc kìm ngàm cá sấu) để làm thẳng
thanh truyền.
Khi sửa thanh truyền dưới nhiệt độ thường có thể sẽ xảy ra hiện
tượng "nẩy lại", tức là sau khi hết chịu tải thanh truyền lại có xu thế trở
về hình dạng ban đẩu. Do vậy, sau khi sửa thanh truyền bị biến dạng
nhiều, còn phải tiến hành khử ứng suất dư. Loại bỏ ứng lực, tức là gia
nhiệt thanh truyền sau khi được chỉnh sửa lên 400-500°C, đổng thời giữ
nhiệt độ trong vòng 1 tiếng. Sau đó lại đem kiểm tra.
Hình 3-13: Ếp thẳng thanh truyền bằng dụng cụ ép thanh truyền
(3) Độ mài mòn đẩu gá to của thanh truyền
* Nguyên nhân mài mòn: kích thước phân cụm của trục lăn lẫn
lộn, hoặc khi lắp ráp độ hở của đường kính đẩu gá to, trục lăn và chốt
khuỷu quá nhỏ. Chất lượng của trục lăn kém, hoặc bể mặt của trục lăn
sấn sùi. Khi ráp chốt khuỷu thì không lắp đúng hướng của lỗ tra dẩu,
hoặc không định kỳ thay dầu, hoặc dầu bị biến chất nhưng vẫn sửdụng,
khiến cho chất lượng dẩu bôi tron không tốt. Các trường hợp trên đều
có thể gây ra hiện tượng mài mòn bình thường của đầu gá to, ổ lăn và
chốt khuỷu, khiến cho mức độ mài mòn càng nghiêm trọng.