
Page 143 - kỹ Thuật Sửa Chữa Xe Máy Năng Cao
P. 143
KỶ THUẬT SỬA CHỮA XE MAY NÂNG CAO I 141
Khi thay chốt pít tông phải xem xét nên chọn loại chốt nào. Khi chọn
chốt pít tông có thể tiến hành theo phương pháp dưới đây:
* Xem xét độ hở liên kết giữa chốt pít tông và vấu chốt pít tông
Khi vấu chốt pít tông bằng nhôm chịu nhiệt sẽ dãn nở to hơn chốt
pít tông bằng thép. Để phòng tránh khi động cơ hoạt động, chốt pít
tông do có độ hở quá lớn mà có sự chuyển dời trong vấu chốt, từ đó
gây và tăng độ mài mòn, chốt pít tông kiểu nổi hoàn toàn dưới nhiệt
độ thường kết hợp với vấu chốt sê dính vào nhau. Khi pít tông ở nhiệt
độ 75-80°C thì lại có độ hở, làm cho chốt pít tông có thể chuyển động
trong vấu chốt, đó là hiện tượng lấp trung gian từ âm (hoặc từ 0) sang
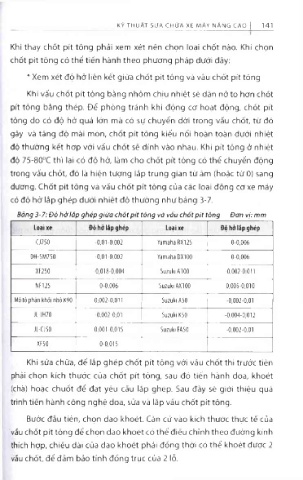
dương. Chốt pít tông và vấu chốt pít tông của các loại động cơ xe máy
có độ hở lắp ghép dưới nhiệt độ thường như bảng 3-7.
Bảng 3-7; Độ hờ lắp ghép giữa chốt pit tông và vấu chốt pít tông Đơn vị: mm
Loại xe Độ hử láp ghép Loại xe Độ hử láp ghép
0750 -0,01-0,002 Yamaha RX125 0-0,006
DH-SM750 -0,01-0,002 Yamaha DX100 0-0,006
XP250 -0,018-0,004 5uzukiA100 -0,002-0,011
NP125 0-0,006 5uzuki AX100 0,005-0,010
Mõ tô phân khói nhò K90 0,002-0,011 5uzukl A50 -0,002-0,01
JL-JH70 -0,002-0,01 5uzuki K50 -0,004-0,012
JL-O50 0,001-0,015 Suzuki PASO -0,002-0,01
XP50 0-0,015
Khi sửa chữa, để láp ghép chốt pít tòng với vấu chốt thì trước tiên
phải chọn kích thước của chốt pít tông, sau đó tiến hành doa, khoét
(chà) hoặc chuốt để đạt yêu cẩu láp ghép. Sau đây sẽ giới thiệu quá
trình tiến hành công nghệ doa, sửa và lắp vấu chốt pít tông.
Bước đầu tiên, chọn dao khoét. Căn cứ vào kích thước thực tế của
vấu chốt pít tông để chọn dao khoét có thể điểu chỉnh theo đường kính
thích hợp, chiều dài của dao khoét phải đồng thời có thể khoét được 2
vấu chốt, để đảm bảo tính đồng trục của 2 lỗ.