
Page 29 - Sổ Tay Chuyên Ngành Cơ Khí
P. 29
4. MŨI KHOAN XOẮN
DẠNG HÌNH HỌC VÀ CHỈ DANH MŨI KHOAN
Mũi khoan xoắn rất phổ biến, và là dụng cụ cắt vật liệu kim loại được sử
dụng rộng rãi.
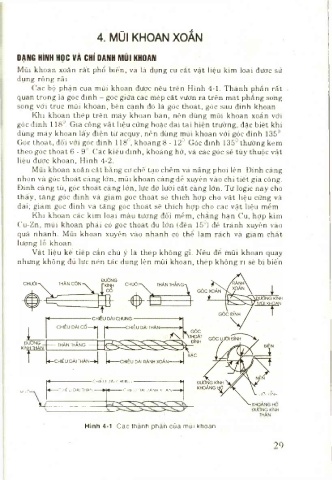
Các bộ phận của mũi khoan được nêu trên Hình 4-1. Thành phần rất
quan trọng là góc đỉnh - góc giữa các mép cắt vươn ra trên mặt phẳng song
song với trục mũi khoan, bên cạnh dó là góc thoát, góc sau đỉnh khoan,
Khi khoan thép trên máy khoan bàn, nên dùng mũi khoan xoắn với
góc đỉnh 118°. Gia công vật liệu cứng hoặc dai tại hiện trường, đặc biệt khi
dùng máy khoan lấy điện từ acquy, nên dùng mũi khoan với góc đỉnh 135°.
Góc thoát, đối với góc đỉnh 118°, khoảng 8 -12°. Góc đỉnh 135° thường kèm
theo góc thoát 6 - 9°. Các kiểu đỉnh, khoảng hở, và các góc sẽ tùy thuộc vật
liệu được khoan, Hình 4-2.
Mũi khoan xoắn cắt bằng cơ chế tạo chêm và nâng phoi lên. Đỉnh càng
nhọn và góc thoát càng lớn, mũi khoan càng dễ xuyên vào chi tiết gia công.
Đỉnh càng tù, góc thoát càng lớn, lực đỡ lưỡi cắt càng lớn. Từ logic này cho
thấy, tăng góc đỉnh và giảm góc thoát sẽ thích hợp cho vật liệu cứng và
dai; giảm góc đỉnh và tăng góc thoát sẽ thích hợp cho các vật liệu mềm.
Khi khoan các kim loại màu tương đối mềm, chẳng hạn Cu, hợp kim
Cu-Zn, mũi khoan phải có góc thoát đủ lớn (đến 15°) để tránh xuyên vào
quá nhanh. Mũi khoan xuyên vào nhanh có thể làm rách và giảm chất
lượng lỗ khoan.
Vật liệu kế tiếp cần chú ý là thép không gỉ. Nếu để mũi khoan quay
nhưng không đủ lực nén tác dụng lên mũi khoan, thép không ri sẽ bị biến
4----------------------------- CHÍ-U DÀi CHUNG....................................... »
4 -----c -llẻ u DÁI ’ HẢN------► <-------- CHIỀU dA i 'ì Anh x o ẩ n ----- »
iiíi,jC—
u o BNH
u ------------------------------------------
Hình 4-1. Các thành phần của mũi khoan.
29