
Page 55 - kỹ Thuật Sửa Chữa Xe Máy Năng Cao
P. 55
KỶ THUẬT SỬA CHỮA XE MÁY NÂNG CAO I 53
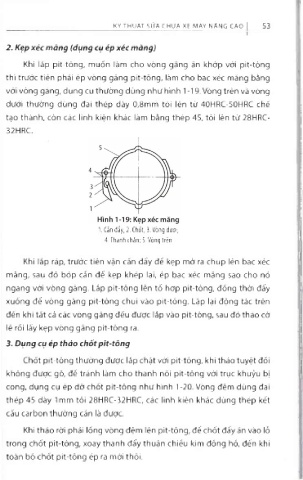
2. Kẹp xéc măng (dụng cụ ép xéc màng)
Khi lắp pit-tông, muốn làm cho vòng găng ăn khớp với pit-tông
thì trước tiên phải ép vòng găng pit-tông, làm cho bạc xéc măng bằng
với vòng găng, dụng cụ thường dùng như hình 1 -19. Vòng trên và vòng
dưới thường dùng đai thép dày 0,8mm tôi lên từ 40HRC-50HRC chế
tạo thành, còn các linh kiện khác làm bằng thép 45, tôi lên từ 28HRC-
32HRC.
1. Cán đẩy; 2. Chót; 3. Vòng dưới;
4. Thanh chắn; 5. Vòng trên
Khi lấp ráp, trước tiên vặn cẩn đẩy để kẹp mở ra chụp lên bạc xéc
măng, sau đó bóp cẩn để kẹp khép lại, ép bạc xéc măng sao cho nó
ngang với vòng găng. Lắp pit-tông lên tổ hợp pit-tông, đổng thời đẩy
xuống để vòng găng pit-tông chui vào pit-tông. Lặp lại động tác trên
đến khi tất cả các vòng găng đều được lắp vào pit-tông, sau đó tháo cờ
lê rồi lấy kẹp vòng găng pit-tông ra.
3. Dụng cụ ép tháo chốtpit-tông
Chốt pit-tòng thường được lắp chặt với pit-tông, khi tháo tuyệt đối
không được gõ, để tránh làm cho thanh nối pit-tông với trục khuỷu bị
cong, dụng cụ ép dỡ chốt pit-tông như hình 1 -20. Vòng đệm dùng đai
thép 45 dày Im m tôi 28HRC-32HRC, các linh kiện khác dùng thép kết
cấu carbon thường cán là được.
Khi tháo rời phải lồng vòng đệm lên pit-tông, để chốt đẩy ăn vào lỗ
trong chốt pit-tông, xoay thanh đẩy thuận chiểu kim đổng hồ, đến khi
toàn bộ chốt pit-tông ép ra mới thôi.