
Page 82 - Sổ Tay Chuyên Ngành Cơ Khí
P. 82
Bảng 19-1. Độ giảm khoảng hỏ trong của ổ lăn cẩu
Đườnq kính truc. in Độ giảm Đườna kính truc. in Độ giảm
khoảng hở, khoảng hở,
in. in.
1'/4 2 ’/4 .0 0 1 7 V a 8 '/4 .0045
2 Va 3 '/2 .0015 8 Va 9 '/4 .0045
3 'á 4 ’/4 . 0 0 2 9 Va 11 .005
4% 5 .0025 11 12'/2 .006
5 6 '/2 .003 12'/2 14 .007
6'/2 7 Va .0035
trước khi dịch chuyến, và
lặp lại các bước 4 đến 6.
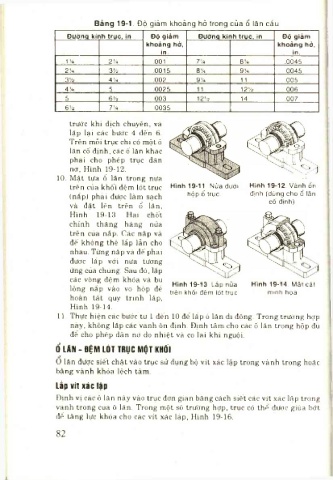
Trên mỗi trục chỉ có một ố
lăn cố định, các ổ lăn khác
phải cho phép trục dân
nở, Hình 19-12.
10. Mặt tựa ổ lăn trong nửa ''■'ỉl''''
trên của khối đệm lót trục Hình 19-11. Nửa dưòl Hình 19-12. Vành ổn
(nắp) phái được làm sạch hộp ổ trục. định (dùng cho ổ iăn
và đặt lên trên ổ lăn, cố định).
Hình 19-13. Hai chôT
chỉnh thẳng hàng nửa
trên của nắp. Các nắp và
đế không thề lắp lẫn cho
nhau. Từng nắp và đế phải
được lắp với nửa tương
ứng của chúng. Sau đó, lắp
các vòng đệm khóa và bu Hình 19-13. Lắp nửa Hình 19-14. Mặt cắt
lông nắp vào vỏ hộp đế trên khối đệm lót trục. minh họa.
hoàn tất quy trình lắp,
Hình 19-14.
11. Thực hiện các bước từ 1 đến 10 để lắp ố lăn di động. Trong trường hợp
này, không lắp các vành ốn định. Định tâm cho các ồ lăn trong hộp đù
để cho phép dăn nở do nhiệt và co lại khi nguội.
Ổ LAN - BỆM LÓT TRỤC MỘT KHỐI
o lăn được siết chạt vào trục sử dụng bộ vít xác lập trong vành trong hoặc
bằng vành khóa lệch tâm.
Lắp v ít xác lập
Định vị các ố lăn này vào trục đơn giản bằng cách siết các vít xác lập trong
vành trong của ồ lăn. Trong một số trường hợp, trục có thê được giũa bớt
để tăng lực khóa cho các vít xác lập, Hình 19-16.
82