
Page 79 - Sổ Tay Chuyên Ngành Cơ Khí
P. 79
19. LẮP ĐẶT ổ LĂN
ế lAn r iên g r ẽ
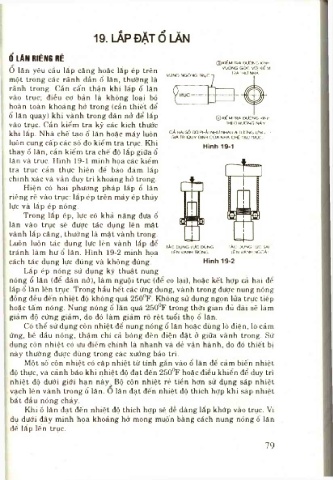
g)KÍM IRA (XlữNG KlNH
Õ lăn yêu cầu lắp căng hoặc lắp ép trên VUÔNG GỐC VỞ KỂ VI
IRA !HỨ NHÁI
VÙNG '(GOMS trục
một trong các rãnh dẫn ổ lăn, thường là 1
rãnh trong. Cần cẩn thận khi lắp ổ lăn
vào trục; điều cơ bản là không loại bỏ í
hoàn toàn khoảng hở trong (cần thiết để
ổ lăn quay) khi vành trong dãn nở để lắp ® KỂM IRA ĐOCNG <ÌNR
vào trục, cần kiểm tra kỹ các kích thước IHtO HƯỚNG NÀY
khi lắp. Nhà chế tạo ổ lăn hoặc máy luôn CẢ HAI SỐ ỈX) PHẢI NHƯ NHAU » rUƠNG ỨNG •
GIẢ TRỊ QUY BINH CỦA NHÀ CHÊ' TAO TRỤC
luôn cung cấp các số đo kiểm tra trục. Khi
Hình 19-1
thay ổ lăn, cần kiểm tra chế độ lắp giữa ổ
lăn và trục. Hình 19-1 minh họa các kiểm
tra trục cần thực hiện dế bảo đảm lắp
chính xác và vẫn duy trì khoảng hở trong.
Hiện có hai phương pháp lắp ổ lăn
riêng rẽ vào trục: lắp ép trên máy ép thủy
lực và lắp ép nóng.
Trong lắp ép, lực có khả năng đưa ổ
lăn vào trục sẽ được tác dụng lên mặt
vành lắp căng, thường là mặt vành trong.
Luôn luôn tác dụng lực lên vành lắp để lAC DỤT^ lực BÚNG *AC OỤNG LƯC SAI
tránh làm hư ổ lăn. Hình 19-2 minh họa LỄ N VÁNH TRONG LỀN VÃNH NGOÀI
cách tác dụng lực đúng và không đúng. Hình 19-2
Lắp ép nóng sử dụng kỹ thuật nung
nóng ổ lăn (để dãn nở), làm nguội trục (để co lại), hoặc kết hợp cả hai để
lắp ổ lăn lên trục. Trong hầu hết các ứng dụng, vành trong được nung nóng
đồng dều đến nhiệt độ không quá 250^. Không sử dụng ngọn lửa trực tiếp
hoặc tấm nóng. Nung nóng ổ lăn quá 250°F trong thời gian đủ dài sẽ làm
giảm độ cứng giảm, do đó làm giảm rõ rệt tuổi thọ ổ lăn.
Có thể sử dụng côn nhiệt dể nung nóng ổ lăn hoặc dùng lò điện, lò cảm
ứng, bế dầu nóng, thậm chí cả bóng đèn điện đặt ở giữa vành trong. Sử
dụng côn nhiệt có ưu điếm chính là nhanh và dễ vận hành, do đó thiết bị
này thường được dùng trong các xưởng bảo trì.
Một số côn nhiệt có cặp nhiệt từ tính gắn vào ổ lăn để cảm biến nhiệt
độ thực, và cảnh báo khi nhiệt độ đạt đến 250'*F hoặc điều khiển để duy trì
nhiệt độ dưới giới hạn này. Bộ côn nhiệt rẻ tiền hơn sử dụng sáp nhiệt
vạch lên vành trong ổ lăn. 0 lăn đạt đến nhiệt độ thích hợp khi sáp nhiệt
bắt đầu nóng chảy.
Khi ố lăn dạt đến nhiệt độ thích hợp sẽ dễ dàng lắp khớp vào trục. Ví
dụ dưới đây minh họa khoảng hở mong muốn bằng cách nung nóng ổ lăn
để lắp lên trục.
79