
Page 59 - Sổ Tay Chuyên Ngành Cơ Khí
P. 59
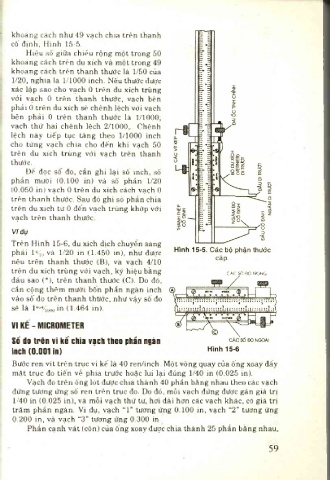
khoảng cách như 49 vạch chia trên thanh
cố định, Hình 15-5.
Hiệu số giữa chiều rộng một trong 50
khoảng cách trên du xích và một trong 49
khoảng cách trên thanh thước là 1/50 của
1/20, nghĩa là 1/1000 inch. Nếu thước được
xác lập sao cho vạch 0 trên du xích trùng
với vạch 0 trên thanh thước, vạch bên
phải 0 trên du xích sẽ chênh lệch với vạch
bên phải 0 trên thanh thước là 1/1000;
vạch thứ hai chênh lệch 2/1000,... Chênh
lệch này tiếp tục tăng theo 1/1000 inch
cho từng vạch chia cho đến khi vạch 50
trên du xích trùng với vạch trên thanh
thước.
Để đọc sô đo, cần ghi lại số inch, số
phần mười (0.100 in) và số phần 1/20
(0.050 in) vạch 0 trên du xích cách vạch 0
trên thanh thước. Sau đó ghi sô' phần chia
trên du xích từ 0 đến vạch trùng khớp với
vạch trên thanh thước.
Ví dụ
Trên Hình 15-6, du xích dịch chuyển sang
phải lỹío và 1/20 in (1.450 in), như được
nêu trên thanh thước (B), và vạch 4/10 cặp.
trên du xích trùng với vạch, ký hiệu bằng
CÀC s ố EX3 TRONG
dấu sao (*), trên thanh thước (C). Do đó,
cần cộng thêm mười bôn phần ngàn inch
vào số đo trên thanh thước, như vậy số đo
sẽ là l^^^oooiư (1.464 in).
VI KÊ - MICROMETER
SỐ đo tPỄn vi kê chia vạch theo phẩn ngàn
inch (0.001 in)
Bước ren vít trên trục vi kế là 40 ren/inch. Một vòng quay của ống xoay đẩy
mặt trục đo tiến về phía trước hoặc lui lại đúng 1/40 in (0.025 in).
Vạch đo trên ống lót được chia thành 40 phần bằng nhau theo các vạch
đứng tương ứng số ren trên trục đo. Do đó, mỗi vạch đứng được gán giá trị
1/40 in (0.025 in), và mỗi vạch thứ tư, hơi dài hơn các vạch khác, có giá trị
trăm phần ngàn. Ví dụ, vạch “1” tương ứng 0.100 in, vạch “2” tương ứng
0.200 in, và vạch “3” tương ứng 0.300 in.
Phần cạnh vát (côn) của ô'ng xoay được chia thành 25 phần bằng nhau,
59