
Page 50 - Sổ Tay Chuyên Ngành Hàn
P. 50
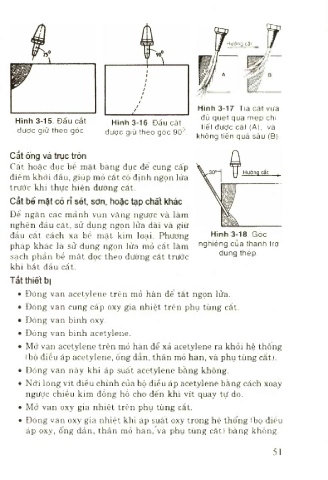
Hướng cát
7
Hình 3-17. Tia cắt vừa
đủ quét qua mép chi
Hình 3-16. Đầu cắt
được giữ theo góc đưỢc giữ theo góc 90°. tiết được cắt (A), và
không tiến quá sâu (B).
Cắt Ống và trục tròn
Cắt hoặc đục bề m ặt bằng đục để cung cấp
điểm khởi đầu, giúp mỏ cắt cố định ngọn lửa
trước khi thực hiện đường cắt.
Cắt bể mặt có rỉ sét. sơn, hoặc tạp chất khác
Để ngăn các m ảnh vụn văng ngược và làm
nghẽn đầu cắt, sử dụng ngọn lửa dài và giữ
đầu cắt cách xa bề m ặt kim loại. Phương Hình 3-18. Góc
pháp khác là sử dụng ngọn lửa mỏ cắt làm nghiêng của thanh trợ
dung thép.
sạch phần bề m ặt dọc theo đường cắt trước
khi bắt đầu cắt.
Tắt thiết b|
• Đóng van acetylene trên mỏ hàn để tắt ngọn lửa.
• Đóng van cung câ'p oxy gia nhiệt trên phụ tùng cắt.
• Đóng van bình oxy.
• Đóng van bình acetylene.
• Mở van acetylene trên mỏ hàn để xả acetylene ra khỏi hệ thông
(bộ điều áp acetylene, ống dẫn, thân mỏ hàn, và phụ tùng cắt).
• Đóng van này khi áp suất acetylene bằng không.
• Nới lỏng vít điều chỉnh của bộ điều áp acetylene bằng cách xoay
ngược chiều kim đồng hồ cho đến khi vít quay tự do.
• Mở van oxy gia nhiệt trên phụ tùng cắt.
• Đóng van oxy gia nhiệt khi áp suất oxy trong hệ thông (bộ điều
áp oxy, ông dẫn, thân mỏ hàn, và phụ tùng cắt) bằng không.
51