
Page 46 - Sổ Tay Chuyên Ngành Hàn
P. 46
• Nếu quá trình cắt được khởi đầu
chính xác, tàn lửa từ m ặt dưới
tâ”m thép sẽ rơi nhiều chứng tỏ
đường cắt xuyên qua tấm thép.
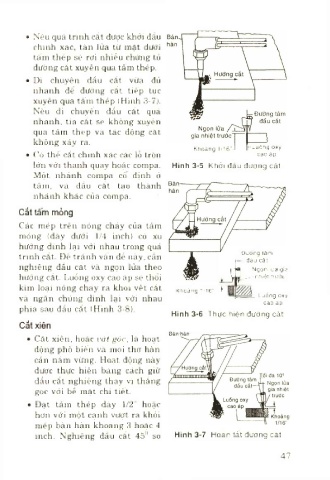
• Di chuyển đầu cắt vừa đủ
nhanh để đường cắt tiếp tục
xuyên qua tấm thép (Hình 3-7).
Nếu di chuyển đầu cắt quá
nhanh, tia cắt sẽ không xuyên
qua tấm thép và tác động cắt
không xảy ra.
Khoảng 1/16"-l lỊ-Luổng oxy
• Có thế cắt chính xác các lỗ tròn cao áp
lớn với thanh quay hoặc corapa. Hình 3-5. Khởi đầu đường cắt.
Một nhánh compa cô định ở
tâm , và đầu cắt tạo thành
nhánh khác của compa.
Cắt tâm mỏng
Các mép trên nóng chảy của tấm
mỏng (dày dưới 1/4 inch) có xu
hướng dính lại với nhau trong quá
Đưòng tâm
trình cắt. Đế trán h vấn đề này, cần
- đầu cắt
nghiêng đầu cắt và ngọn lửa theo p|<JỊ Ngọn iửa gia
hướng cắt. Luồng oxy cao áp sẽ thổi , y rj^__-nhiệt trước
kim loại nóng chảy ra khỏi vết cắt Khoảng 1/16"— 1 ^
và ngăn chúng dính lại với nhau L_Luóng oxy
cao áp
phía sau đầu cắt (Hình 3-8).
Hình 3-6. Thực hiện đường cắt.
Cắt xiên
• Cắt xiên, hoặc vát góc, là hoạt
động phố' biến và mọi thợ hàn
cần nắm vững. Hoạt động này
được thực hiện bằng cách giữ
đầu cắt nghiêng thay vì thẳng
góc với bề m ặt chi tiết.
• Đ ặt tấm thép dày 1/2" hoặc
hơn với một cạnh vượt ra khỏi
mép bàn hàn khoảng 3 hoặc 4
inch. Nghiêng đầu cắt 45'* so Hình 3-7. Hoàn tất đường cắt.
47