
Page 47 - Sổ Tay Chuyên Ngành Hàn
P. 47
Bàn hàn
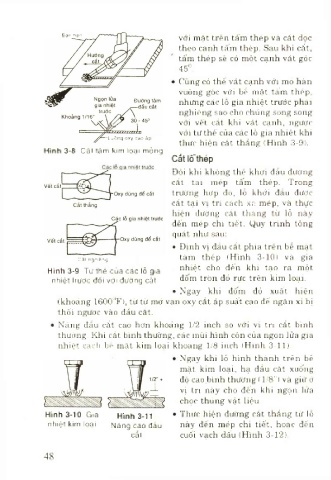
với m ặt trên tấm thép và cắt dọc
theo cạnh tấm thép. Sau khi cắt,
tấm thép sẽ có một cạnh vát góc
45°.
Cũng có thể vát cạnh với mỏ hàn
vuông góc với bề m ặt tâ'm thép,
nhưng các lỗ gia nhiệt trước phải
nghiêng sao cho chúng song song
với vết cắt khi vát cạnh, ngược
với tư thế của các lỗ gia nhiệt khi
-Lu6ng oxy cao áp
thực hiện cắt thẳng (Hình 3-9).
Hình 3-8. Cắt tấm kim loại mỏng
Cắt lô"thép
Đôi khi không thế khởi đầu đường
cắt tại mép tâm thép. Trong
trường hợp đó, lỗ khởi đầu được
cắt tại vị trí cách xa mép, và thực
hiện đường cắt thắng từ lỗ này
đến mép chi tiết. Quy trìn h tổng
quát như sau:
• Định vị đầu cắt phía trên bề m ặt
tâ'm thép (Hình 3-10) và gia
Cắt nghiêng
nhiệt cho đến khi tạo ra một
Hình 3-9. Tư thế của các lỗ gia
nhiệt trước đối với đường cắt đôm tròn đỏ rực trên kim loại.
• Ngay khi đôm đỏ xuất hiện
(khoảng 1600°F), từ từ mở van oxy cắt áp suâ’t cao để ngăn xỉ bị
thổi ngược vào đầu cắt.
Nâng đầu cắt cao hơn khoảng 1/2 inch so với vị trí cắt bình
thường. Khi cắt bình thường, các mũi hình côn của ngọn lửa gia
nhiệt cách bề m ặt kim loại khoảng 1/8 inch (Hình 3-11).
Ngay khi lỗ hình thành trên bề
m ặt kim loại, hạ đầu cắt xuông
độ cao bình thường (1/8") và giữ ở
vị trí này cho đến khi ngọn lửa
chọc thủng vật liệu.
Hình 3-10. Gia Hình 3-11. Thực hiện đường cắt thẳng từ lỗ
nhiệt kim loại Nâng cao đầu này đến mép chi tiết, hoặc đến
căt cuối vạch dấu (Hình 3-12).
48