
Page 98 - Sổ Tay Chuyên Ngành Cơ Khí
P. 98
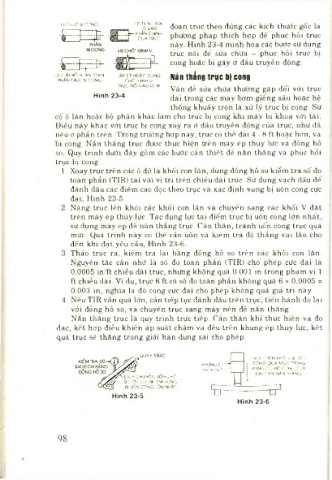
(I) IIỈUC BỊCONG (3) IltN , ;X)A đoạn trục theo đúng các kích thước gốc là
l^ỐVÀỌ
PHAN CHINH phương pháp thích hợp để phục hồi trục
CÚA IROC
này. Hình 23-4 minh họa các bước sử dụng
trục nối để sửa chữa - phục hồi trục bị
cong hoặc bị gãy ở đầu truyền động.
(7) CÁI BÔ HOÀN tOÁN LẮP ÉP HOẶC DÙNG Nắn thẳng trụ c bị cong
PHẢN TAIC ạ CONG CHỐI ÍẠNH VI
u u c NỐI VÁO VÍ TRÍ
Vấn dề sửa chữa thường gặp đối với trục
Hình 23-4 dài trong các máy bơm giếng sâu hoặc hệ
thống khuấy trộn là xử lý trục bị cong. Sự
cố ổ lăn hoặc bộ phận khác làm cho trục bị cong khi máy bị khóa với tái.
Điều này khác với trục bị cong xảy ra ở đầu truyền động của trục, như đã
nêu ở phần trên. Trong trường hợp này, trục có thế dài 4 - 8 ft hoặc hơn, và
bị cong. Nắn thẳng trục được thực hiện trên máy ép thủy lực và đồng hồ
so. Quy trình dưới đây gồm các bước cần thiết để nắn thẳng và phục hồi
trục bị cong:
1. Xoay trục trên các ố dỡ là khối con lăn, dùng đồng hồ so kiêm tra sô đo
toàn phần (TIR) tại vài vị trí trên chiều dài trục. Sử dụng vạch dấu để
đánh dấu các điểm cao dọc theo trục và xác định vùng bị uốn cong cực
đại, Hình 23-5.
2. Nâng trục lên khỏi các khối con lăn và chuyển sang các khối V đặt
trên máy ép thủy lực. Tác dụng lực tại điểm trục bị uốn cong lớn nhất,
sử dụng máy ép để nắn thẳng trục, cẩn thận, tránh uôn cong trục quá
mức. Quá trình này có thế cần uốn và kiểm tra độ thẳng vài lần cho
đến khi đạt yêu cầu, Hình 23-6.
3. Tháo trục ra, kiểm tra lại bằng đồng hồ so trên các khối con lăn.
Nguyên tắc cần nhớ là số đo toàn phần (TIR) cho phép cực đại là
0.0005 in/ft chiều dài trục, nhưng không quá 0.001 in trong phạm vi 1
ft chiều dài. Ví dụ, trục 6 ft có số đo toàn phần không quá 6 X 0.0005 =
0.003 in, nghĩa là độ cong cực đại cho phép không quá giá trị này.
4. Nếu TIR vẫn quá lớn, cần tiếp tục đánh dấu trên trục, tiến hành đo lại
với đồng hồ so, và chuyển trục sang máy nén đế nắn thẳng.
Nắn thẳng trục là quy trình trực tiếp, c ẩ n thận khi thực hiện và đo
dạc, kết hợp điều khiển áp suất chậm và đều trên khung ép thủy lực, kết
quả trục sẽ thẳng trong giới hạn dung sai cho phép.
A Q U AY r
l« ự c V!ỉf N KHỐI V 8Ị UỐN
KHUNG ÉA- p CONG QUÁ M ử c TỉĩONG
HÚYIƯC VÙNG CÒ Cộ CONG c ự c
ĐAI CẢN NÁN THẲNG
DỊCH CHUYỂN ró N G Hồ
SÒ lớ l 1 UI B f lÌM VÙNG
Bi UỒN CONG LỞN NHẤT
TT
Hình 23-5
Hình 23-6
98