
Page 97 - Sổ Tay Chuyên Ngành Cơ Khí
P. 97
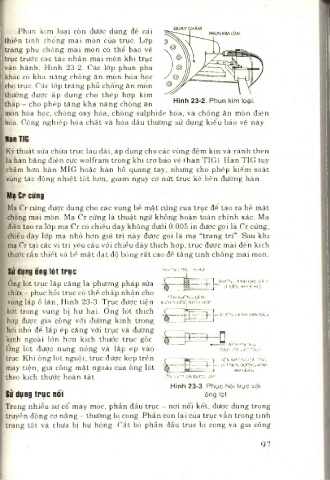
Phun kim loại còn được dùng để cải
thiện tính chống mài mòn của trục. Lớp
tráng phủ chống mài mòn có thể bảo vệ
trục trước các tác nhân mài mòn khi trục
vận hành, Hình 23-2. Các lớp phun phủ
khác có khả năng chống ăn mòn hóa học
cho trục. Các lớp tráng phủ chống ăn mòn
thường được áp dụng cho thép hợp kim
thấp - cho phép tăng khả năng chống ăn
mòn hóa học, chống oxy hóa, chống sulphide hóa, và chống ăn mòn điện
hóa. Công nghiếp hóa chất và hóa dầu thường sử dụng kiểu bảo vệ này.
Hàn TIG
Kỹ thuật sửa chữa trục lâu dài, áp dụng cho các vùng dệm kín và rãnh then
là hàn bằng điện cực wolfram trong khí trơ bảo vệ (hàn TIG). Hàn TIG tuy
chậm hơn hàn MIG hoặc hàn hồ quang tay, nhưng cho phép kiểm soát
vùng tác dộng nhiệt tốt hơn, giảm nguy cơ nứt trục kế bên đường hàn.
Mạ Cr cứng
Mạ Cr cứng được dùng cho các vùng bề mặt cứng của trục để tạo ra bề mặt
chống mài mòn. Mạ Cr cứng là thuật ngữ không hoàn toàn chính xác. Mạ
diện tạo ra lớp mạ Cr có chiều dày không dưới 0.005 in được gọi là Cr cứng;
chiều dày lớp mạ nhỏ hơn giá trị này được gọi là mạ “trang trí”. Sau khi
mạ Cr tại các vị trí yêu cầu với chiều dày thích hợp, trục được mài đến kích
thước cần thiết và bề mặt đạt độ bóng rất cao đế tăng tính chống mài mòn.
Sử dụng ống ló t trụ c NGÒNG IRUC 0! Hư
ông lót trục lắp căng là phương pháp sửa 3 - ĐUỜNG KÌNH BAN ĐẢU
ƠÍỈƯỞC KHI BỊ HU)
chữa - phục hồi trục có thể chấp nhận cho
TIỆN XUỖNG BỀN
vùng lắp ổ lần, Hình 23-3. Trục được tiện KlCH THL»3C ThICH h ợ p
bớt trong vùng bị hư hại. ông lót thích Ê - ĐƯỜNG KÍNH BAN ĐÂU
hợp dược gia công với đường kính trong 3-
hơi nhỏ để lắp ép căng với trục và đường
kính ngoài lớn hơn kích thước trục gốc,
— LẮP fP NÓNG
Ông lót được nung nóng và lắp ép vào ÓNG LỐI VÀO TRỰC
trục. Khi ống lót nguội, trục được kẹp trên IIỆN MẶT NGOAI ỐNG
máy tiện, gia công mặt ngoài của ống lót ---------- 1--------LỐI ĐẾN ĐƯỜNG KÍNH
BAN ĐÁU
theo kích thước hoàn tất. ỔNG LỐT ĐA ĐLIỢC lA p
Hình 23-3. Phục hồi trục với
Sử dụng trụ c nối ống lót
Trong nhiều sự cô máy móc, phần đầu trục - nơi nối kết, được dùng trong
truyền động cơ năng - thường bị cong, Phần còn lại của trục vẫn trong tình
trạng tốt và chưa bị hư hỏng, cắ t bỏ phần dầu trục bị cong và gia công
97