
Page 207 - Sổ Tay Chuyên Ngành Cơ Khí
P. 207
HÀN HỔ QUANG KHÍ BIỆN cực W0LFRAM (HÀN TIG)
H àn hồ quang khí diện cực wolfram (hàn TIG) là quy trình hàn hồ quang,
trong đó liên k ết được tạo ra bằng cách nung nóng với hồ quang giữa điện
cực w olfram và chi tiết hàn. Phương pháp này, được sán g ch ế trong ngành
công n ghiệp h àn g không, chủ yếu dùng để hàn các vật liệu kim loại khó
h àn, chẳn g h ạn M g, Al, và thép không rỉ. Lớp bảo vệ là hỗn hợp khí trơ.
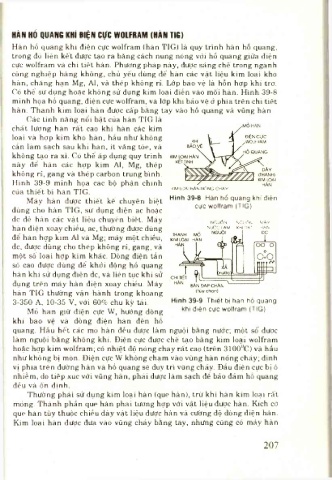
Có th ể sử dụng hoặc khôn g sử dụng kim loại điền vào m ối hàn. H ình 39-8
m inh họa hồ quang, điện cực wolfram , và lớp khí bảo vệ ở phía trên chi tiết
hàn. T hanh kim loại hàn được cấp bằng tay vào hồ quang và vũng hàn.
Các tính n ăn g nổi bật của hàn TIG là
ch ất lượng hàn rất cao khi hàn các kim
loại và hợp kim khó hàn, hầu như không
cần làm sạch sau khi hàn, ít văn g tóe, và
không tạo ra xỉ. Có th ể áp dụng quy trình
này để hàn các hợp kim Al, Mg, thép
không ri, gan g và thép carbon trung bình.
H ình 39-9 m inh họa các bộ phận chính
<IM LOẠ HẢN NÓNG CHÁV
của th iế t bị hàn TIG.
Hình 39-8. Hàn hồ quang khí điện
M áy hàn được th iết k ế chuyên biệt
cực wolfram (TIG)
dùng cho hàn TIG, sử dụng điện ac hoặc
dc đế hàn các v ậ t liệu chuyên biệt. M áy NCUÓN NGIX^ MÁY
hàn điện xoay chiều, ac, thường được dùng NUỚC LÀM KHÍ tl)ơ •LÀN
để h àn hợp kim AI và Mg; m áy m ột chiều,
dc, được dùng cho thép không ri, gang, và
m ột số loại hợp kim khác. D òng điện tần
số cao được dùng để khôi dộng hồ quang
hàn khi sử dụng điện dc, và liên tục khi sử
dụng trên m ấy h àn điện xoay chiều. M áy
hàn TIG thường vận h ành trong khoảng
3-350 A, 10-35 V, với 60% chu kỳ tải. Hình 39-9. Thiết bị hàn hổ quang
khi điện cực wolfram (TIG)
Mỏ hàn giữ điện cực w, hướng dòng
khí bảo vệ và dòng điện hàn dến hồ
quang. Hầu h ết các mỏ hàn đều được làm nguội bằng nước; m ột sô được
làm nguội b ằng không khí. Đ iện cực được ch ế tạo bằng kim loại wolfram
hoặc hợp kim wolfram ; có n h iệt dộ nóng chảy rất cao (trên 3100“C) và hầu
như k hôn g bị m òn. Đ iện cực w không chạm vào vũng hàn nóng chảy; định
vị phía trên đường hàn và hồ quang sẽ duy trì vũng chảy. Đầu điện cực bị ô
n hiễm , do tiếp xúc với vũng hàn, phải dược làm sạch để bảo đảm hồ quang
đều và ổn định.
Thường phải sử dụng kim loại hàn (que hàn), trừ khi hàn kim loại rất
m ỏng. T h ành phần que hàn phải tương hợp với vật liệu được hàn. Kích cỡ
que h àn tùy thuộc chiều dày vật liệu được hàn và cường độ dòng điện hàn.
líim loại hàn được đưa vào vũng chảy bằng tay, nhưng cũng có m áy hàn
207