
Page 130 - Sổ Tay Chuyên Ngành Cơ Khí
P. 130
,VÀNH ĐIẾU CHỈNH Đẩy mũi do hình cầu làm cho kim đo
ĐẮU
Mựl ĐO dịch chuyển theo chiều dương (tăng số đo).
Nhả mũi này, kim đo dịch chuyến theo
t Z / '
chiều âm (giảm số đo). Một vòng quay của
kim trên đồng hồ tương ứng 0.100 in, hai
m i vòng quay tương ứng 0.200 in.
Để hiệu chỉnh đồng hồ về zero, cần
Hình 29-7. Đổng hổ so điều chỉnh vành vát trên chu vi ngoài của
đồng hồ bằng cách quay vành này.
Trong sử dụng bình thường, đồng hồ
so được lắp sao cho đầu mũi đo có thể
VỒ N G T^S chuyển động theo cả hai chiều, mỗi chiều
BANG. lotr j ; : : ‘ V
là 0.100 in.
HA] VỒNG—I
bAn g .ỉoõ-
QUY TRÌNH CHỈNH THẲNG hàng KH0P NÔI
Hình 29-8. Tổng hành trinh .200"
Quy trình chỉnh thẳng hàng thường gồm
8 bước chính. Đế minh họa các bước này,
dưới dây sẽ trình bày ví dụ về chỉnh thẳng
hàng khớp nối mềm giữa trục động cơ
điện và máy bơm.
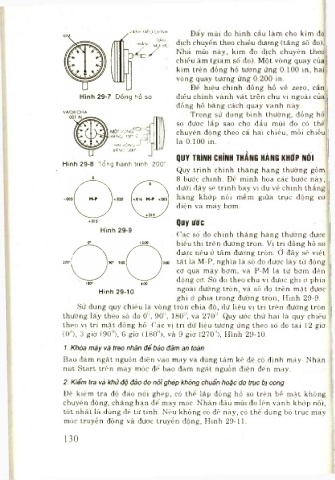
Quy UAc
Hình 29-9
Cấc số đo chỉnh thẳng hàng thường được
biểu thị trên đường tròn. Vị trí đồng hồ so
được nêu ở tâm đường tròn, ớ đây sẽ viết
tắt là M-P, nghĩa là số đo được lấy từ động
cơ qua máy bơm, và P-M là từ bơm đến
động cơ. Số đo theo chu vi được ghi ở phía
ngoài đường tròn, và số đo trên mặt được
Hình 29-10
ghi ở phía trong đường tròn, Hình 29-9.
Sử dụng quy chiếu là vòng tròn chia độ, dữ liệu vị trí trên đường tròn
thường lấy theo sô’ do 0°, 90”, 180“, và 270'*. Quy ước thứ hai là quy chiếu
theo vị trí mặt đồng hồ. Các vị trí dữ liệu tương ứng theo số đo tại 12 giờ
(0"), 3 giờ (9Ó"), 6 giờ (180"), va 9 giờ (270"), Hinh 29-10.
1. Khóa máy và treo nhãn để bảo đảm an toàn
Bảo đảm ngắt nguồn điện vào máy và dùng tâ'm kê để cố định máy. Nhấn
nút Start trên máy móc đế bảo đám ngắt nguồn điện đến máy.
2. Kiểm tra và khử độ đào do nôĩ ghép không chuẩn hoặc do trục bi cong
Để kiểm tra độ đảo nối ghép, có thể lắp đồng hồ so trên bề mặt không
chuyến động, chẳng hạn đê máy móc. Nhấn đầu mũi đo lên vành khớp nối,
tốt nhất là dùng đế từ tính. Nếu không có đế này, có thể dùng bộ trục máy
móc truyền động và được truyền động, Hình 29-11.
130