
Page 199 - Sổ Tay Chuyên Ngành Hàn
P. 199
mặt phẳng đứng. Đôi với các tấm,
hướng hàn có thể từ dưới lên hoặc r r
từ trên xuống. Nếu hàn theo hướng
đi lên, bạn chĩa đầu mỏ hàn hoặc
điện cực nghiêng về phía trước
vũng hàn nóng chảy. Trái lại, nếu ki,.
di chuyển theo chiều di xuố^ng, bạn
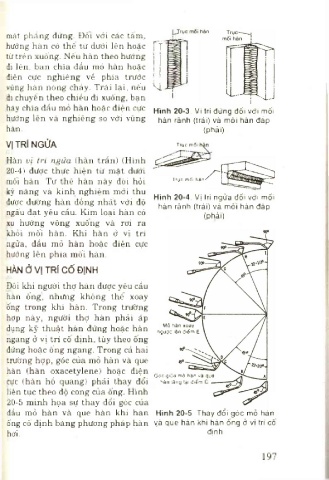
hãy chĩa đầu mỏ hàn hoặc điện cực Hình 20-3. Vị trí đứng đối với mối
hướng lên và nghiêng so với vũng hàn rãnh (trái) và mối hàn đắp
hàn. (phải)
V| TRl NGỬA Trục mối
Hàn vỊ trí ngửa (hàn trần) (Hình
20-4) được thực hiện từ m ặt dưới
mối hàn. Tư th ế hàn này đòi hỏi Trục mốl hàn
kỹ năng và kinh nghiệm mới thu
Hình 20-4, Vị trí ngửa đối với mối
được đường hàn đồng nhất với độ
hàn rãnh (trái) và mối hàn đắp
ngấu đạt yêu cầu. Kim loại hàn có
(phải)
xu hướng võng xuông và rơi ra
khỏi mối hàn. Khi hàn ở vị trí
ngửa, đầu mỏ hàn hoặc điện cực
hướng lên phía mối hàn.
HÀN ở V| TRÍ CỐ ĐỊNH
Đôi khi người thợ hàn được yêu cầu
hàn ống, nhưng không thể xoay
ống trong khi hàn. Trong trường
hợp này, người thợ hàn phải áp
Mò hàn xoay
dụng kỹ thuật hàn đứng hoặc hàn ngược lồn điểm Ẽ
ngang ở vị trí cố định, tùy theo ống
đứng hoặc ống ngang. Trong cả hai
trường hợp, góc của mỏ hàn và que
hàn (hàn oxacetylene) hoặc điện
Gỏc giữa mỏ hàn và que
cực (hàn hồ quang) phải thay đổi hần tâng tại điểm c
liên tục theo độ cong của ống. Hình
20-5 m inh họa sự thay đổi góc của
đầu mỏ hàn và que hàn khi hàn Hình 20-5. Thay đổi góc mỏ hàn
ống cố định bằng phương pháp hàn yà que hàn khi hàn ống ỏ vị trí cố
hơi. định
197