
Page 160 - Sổ Tay Chuyên Ngành Hàn
P. 160
Chươttg 14
KIM LOẠI MẠ KẼM
Thép và sắt mạ kẽm là các kim loại chứa sắt được phủ một lớp kẽm
mỏng để chông ăn mòn. Thép mạ kẽm được sử dụng rộng rãi trong
công nghiệp xây dựng để làm vách che và tấm lợp.
Có thể dùng mọi phương pháp hàn nóng chảy để hàn sắt hoặc
thép mạ kẽm. Hàn hồ quang kim loại được bảo vệ (SMAW) có lẽ là
phương pháp thông dụng nhất để hàn kim loại mạ kẽm (Bảng 14-1).
C ả n h b á o
Trong quá trình hàn, nhiệt của hồ quang hoặc ngọn lửa sẽ phóng thích
khói kẽm, cần cung cấp sự thông gió và mặt nạ thích hợp để bảo vệ
người thợ hàn, nếu hàn trong nhà. Luôn luôn áp dụng biện pháp phòng
ngừa này đối với mọi cóng việc liên quan đến kim loại mạ kẽm. Nếu
người thợ hàn cảm thấy buồn nôn trong hoặc sau khi hàn vật liệu tráng
kẽm, lập tức đưa họ đến bệnh viện để chữa trị.
Những điểm cẩn lưu ý
• Hiệp Hội Hàn Hoa Kỳ đế nghị loại bỏ lớp kẽm trên thép tráng kẽm trước
khi hàn nóng chảy, hàn vảy cứng, hoặc hàn vảy mềm. Nhiệt tác dụng
vào lớp kẽm sẽ phóng thích các khói kẽm độc hại vào khí quyển. Loại
bỏ lớp kẽm rộng khoảng 5 đến 10 cm trên cả hai phía của đường hàn dự
kiến và trên cả hai mặt của chi tiết. Mài sạch lớp kẽm là phương pháp
thích hỢp.
• Có thể đốt cháy lớp kẽm trên vùng hàn thay vì mài bề mặt.
• Chú ý: Loại bỏ lớp kẽm ra khỏi vùng hàn không phải là yêu cầu tuyệt
đối. Kiểm tra các yêu cầu công việc để có sự hướng dẫn.
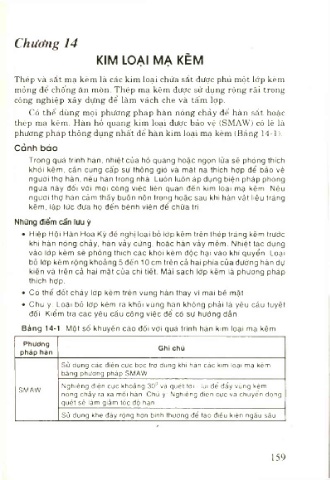
Bảng 14-1. Một số khuyến cáo đối với quá trình hàn kim loại mạ kẽm.
Phương
pháp hàn Ghi chú
Sử dụng các điện cực bọc trợ dung khi hàn các kim loại mạ kẽm
bằng phương pháp SMAW.
Nghiêng điện cực khoảng 30° và quét tói - lui để đẩy vũng kẽm
SMAW
nóng chảy ra xa mối hàn. Chú ý: Nghiêng điện cực và chuyển động
quét sẽ làm giảm tốc độ hàn.
Sử dụng khe đáy rộng hơn bình thường để tạo điều kiện ngấu sâu.
159