
Page 9 - Sổ Tay Chuyên Ngành Cơ Khí
P. 9
được trang bị ngàm kẹp ống và bộ ngàm kẹp lắp lẫn. Nói chung, chiều rộng
ngàm kẹp từ 3 in tàng dần đến 8 in. Có thể dùng
thêm tấm lót ngàm kẹp bằng Cu hoặc hợp kim
Cu-Zn để tránh hư hại bề mặt chi tiết gia công.
Bàn kẹp thợ mộc là loại bàn kẹp tác động nhanh
bắt bu lông ở phía dưới bàn thợ, Hình 1-3. Loại bàn
kẹp này được trang bị đai ốc tác động nhanh cho
phép ngàm kẹp di động chuyển động vào và ra một
cách nhanh chóng với sự siết chặt sau cùng bằng Hình 1-2
cách quay tay quay thêm khoảng nửa vòng. Các
ngàm kẹp trên bàn kẹp này tương đối lớn, khoảng
7-8 in, được chế tạo bằng thép nhưng thường lót gỗ
ở bề mặt để dễ thay và bảo vệ chi tiết gia công.
Bàn kẹp ống dược thiết kế để kẹp giữ ống hoặc
các chi tiết tròn, hầu hết đều có thể kẹp giữ ống có
dường kính đến 8 in. Chúng thường kèm theo giá ba
chân để có thể di chuyển, nhưng cũng có thể bắt bu
lông cô' định vào bàn thợ. Loại thông dụng có dây Hình 1-3
xích để kẹp giữ và dùng cho các chi tiết gia công có
hình dạng không đều, Hình 1-4.
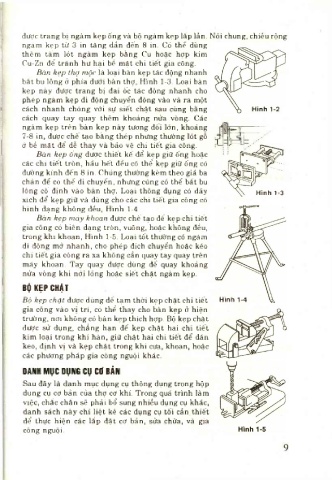
Bàn kẹp máy khoan được chế tạo để kẹp chi tiết
gia công có biên dạng tròn, vuông, hoặc không đều,
trong khi khoan, Hình 1-5. Loại tốt thường có ngầm
di dộng mở nhanh, cho phép dịch chuyển hoặc kéo
chi tiết gia công ra xa không cần quay tay quay trên
máy khoan. Tay quay được dùng để quay khoảng
nửa vòng khi nới lỏng hoặc siết chặt ngàm kẹp.
Bộ KẸP CHẶT
Bộ kẹp chặt được dùng dể tạm thời kẹp chặt chi tiết Hình 1-4
gia công vào vị trí, có thể thay cho bàn kẹp ở hiện
trường, nơi không có bàn kẹp thích hợp. Bộ kẹp chặt
được sử dụng, chẳng hạn để kẹp chặt hai chi tiết
kim loại trong khi hàn, giữ chặt hai chi tiết để dán
keo, định vị và kẹp chặt trong khi cưa, khoan, hoặc
các phương pháp gia công nguội khác.
DANH MỤC DỤNG cụ ctf BÂN
Sau đây là danh mục dụng cụ thông dụng trong hộp
dụng cụ cơ bản của thợ cơ khí. Trong quá trình làm
việc, chắc chắn sẽ phải bổ sung nhiều dụng cụ khác,
danh sách này chỉ liệt kê các dụng cụ tối cần thiết
để thực hiện các lắp dặt cơ bản, sửa chữa, và gia
công nguội.